A merced de las cambiantes preferencias de los consumidores, las demandas de los propietarios de marcas, las tendencias de la industria y toda una letanía de otros factores, el mercado de envases de cartón corrugado se ha transformado y evolucionado bastante durante la última década.
Producción de tableros
Las bobinas de papel utilizadas en la fabricación de cartón ondulado se encuentran en estado seco. Durante la producción, se añade humedad mediante la aplicación de cola de almidón. Es necesario eliminar esa humedad, porque el producto terminado también debe estar seco.
Pero si bien puede parecer sencillo aplicar pegamento al papel, tanto el rollo doctor como el rollo de pegamento pueden influir en gran medida en el proceso de fabricación. Si el rodillo doctor tiene líneas marcadas, que pueden ser creadas por cualquier cosa, desde una impresión excesiva hasta el ajuste de los diques para acomodar diferentes anchos de tablero o la limpieza con materiales incorrectos, se recogerá y transferirá pegamento adicional e innecesario. Si el rollo de pegamento tiene corrosión o descamación de cromo, aplicará el pegamento de manera desigual. Estos problemas darán como resultado un mayor consumo de almidón, una tabla desigual y efectos de lavado y deformación.
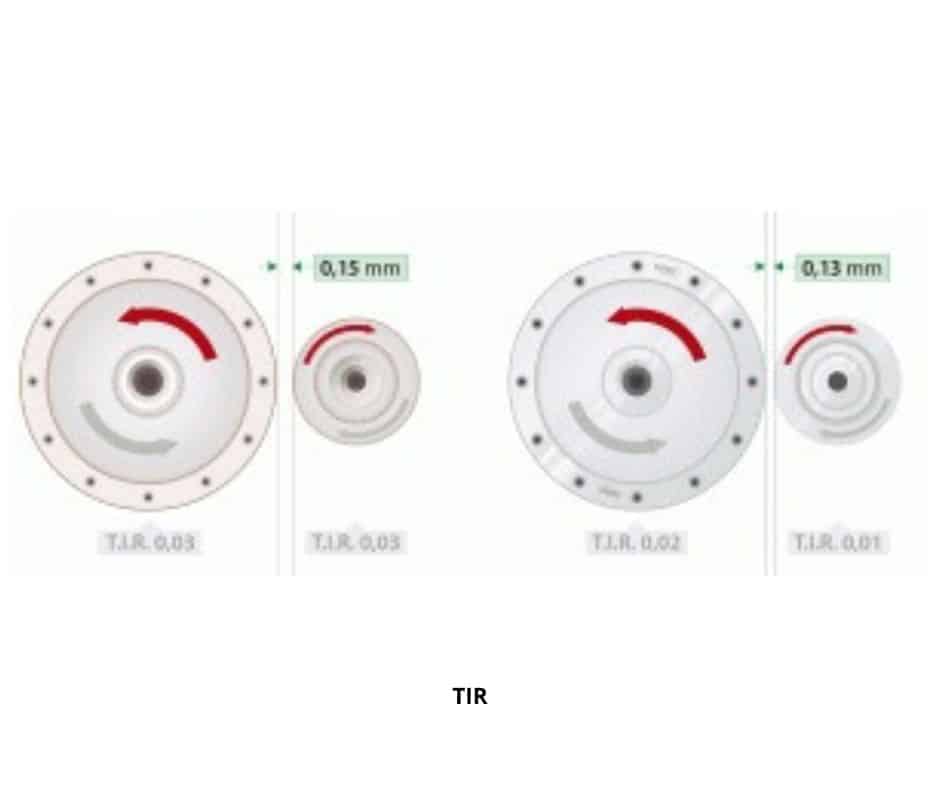
La solución es utilizar rodillos que no solo estén libres de rayaduras y problemas de corrosión/descamación de cromo, sino que también mejoren activamente el proceso al mejorar el descentramiento total indicado (TIR), específicamente los rodillos rascadores de cerámica y los rodillos de pegamento soldados de acero inoxidable. Un juego de pegamento con rollos fabricados con estos materiales promueve velocidades más rápidas, menor consumo de pegamento, limpieza más sencilla, repetibilidad del trabajo y mayor vida útil de los rollos.
La transferencia de pegamento consistente y equitativa es importante cuando se habla de producción de cartón y también relevante cuando se examinan las tendencias de la industria del cartón corrugado:
- El mercado de flautas electrónicas y microflautas está creciendo rápidamente
- Demanda de reducción de los costes del almidón, del uso de energía y del consumo de cartón
- El uso cada vez mayor de papel más fino y débil
- La proliferación de pedidos a corto plazo
Aquí realmente se centra la necesidad de un juego de pegamento eficiente. El aumento de las flautas E y las micro flautas significa más flautas por hoja, más consumo de almidón, más humedad en el cartón y la necesidad de velocidades más lentas o una mayor capacidad de secado. Un mejor control del proceso de aplicación del pegamento es esencial para ofrecer los mejores y más rentables resultados.
En pocas palabras, la calidad del cartón es la base de la excelencia del cartón corrugado, independientemente del proceso de impresión que se aplique.
Flexografía digital y de 4 colores
Los beneficios del cartón corrugado de preimpresión y postimpresión ya son bien conocidos: son procesos establecidos, permiten tiradas largas a altas velocidades y su calidad es aceptada por la industria, pero no están exentos de desventajas: los tiempos de cambio pueden ser lentos, hay es un exceso de desperdicio y los costos a corto plazo son altos.
Una de las historias que surgieron en drupa 2016 fue que los fabricantes de prensas respondieron a la demanda de envases de cartón ondulado impresos digitalmente. Como hemos visto en el mercado de banda estrecha, la impresión digital tiene sus propios beneficios. El tiempo de cambio es mínimo y hay poco o ningún desperdicio, lo que hace que las tiradas cortas sean uno de sus puntos fuertes. Eso favorece a los CPC, ya que buscan formas rentables de producir pequeños trabajos para las marcas privadas de los minoristas, mantener inventarios reducidos, satisfacer el deseo de los consumidores de envases personalizados y personalizados, y pasar del concepto al estante lo más rápido posible. .
Eso no quiere decir que lo digital no tenga inconvenientes; en realidad, hay bastantes. Al ser un nuevo proceso de impresión, requiere una gran inversión (monetaria y de mano de obra) junto con un flujo de trabajo y un recorrido diferentes a través de la planta. Tiene parámetros fijos y no tiene flexibilidad, lo que significa que los recubrimientos de valor agregado no son una opción. Existen limitaciones inherentes en sus capacidades Pantone. Específicamente en el caso del corrugado, el papel de alta calidad necesario es más caro. Y la velocidad es una fracción de lo que es posible con la flexografía.
Entonces, hemos discutido los pros y los contras del corrugado preimpreso, postimpreso e impreso digitalmente, pero existe una cuarta opción: el corrugado de 4 colores. Como su nombre lo indica, el corrugado de 4 colores crea colores utilizando el conocido conjunto de tintas cian, magenta, amarillo y negro. Piense en ello como una versión simplificada y fácil de usar de la impresión con gama ampliada.
¿Por qué elegir 4 colores en lugar de digital? Debido a que se basa en la flexografía, un proceso establecido, no es necesario realizar ninguna inversión inicial ni modificaciones drásticas en el flujo de trabajo. Y permite uno de los beneficios cruciales de las cajas impresas flexográficamente frente a las digitales: la capacidad de aplicar una variedad de recubrimientos y efectos especiales, como lacas brillantes o texturizadas, en línea.
Es en este punto que algunos impresores podrían plantear una de cuatro objeciones:
- «¡Mi cliente no acepta 4 colores!» Lo digital ya es de 4 colores, así que si aceptan eso, aceptarán esto.
- «¡Mi cliente tiene un color de marca estricto!» Como sólo hablamos de cuatro colores, todavía hay espacio para uno o más colores planos en el resto de unidades de la imprenta.
- «¡Tenemos problemas con las trampas!» Los problemas de atrapamiento pueden ser causados por el uso de un agente antiespumante, por lo que la solución aquí es usar un anilox que le permita eliminar ese aditivo.
- «¡Tenemos problemas de registro!» Además de imprimir en un tablero de mejor calidad, el desvanecimiento de los bordes puede engañar al ojo humano y permitir cierto movimiento de registro.
El hecho es que, en una prensa de seis o siete unidades, un trabajo de cartón corrugado con flexografía de 4 colores puede lograr el 100 por ciento del libro Pantone. Con cuatro cubiertas ocupadas por cian, magenta, amarillo y negro, y la unidad final utilizada para una laca, hay espacio para uno o dos colores directos: rojo Coca-Cola, verde Pampers, morado Cadbury, etc.
Pero ¿qué pasa con la variación en la calidad del tablero de un lote a otro? Con la impresión digital, primero se debe aplicar una imprimación. Ese no es el caso de la flexografía de 4 colores. Independientemente de si la calidad del tablero es buena, media o incluso mala, no se necesita imprimación.
En cuanto al frente de las placas, hay muchas marcas, tipos y variantes para elegir. Lo esencial es que la placa tenga una alta resolución; su pantalla debe tener un mínimo de 175 lpi. Con ese número, estamos en la cúspide de dónde el ojo humano puede discernir puntos individuales; pasado ese punto, el ojo sólo ve un color sólido. A medida que el lpi de la plancha cae por debajo de ese mínimo, los puntos de medios tonos se vuelven más visibles y la cobertura óptica de tinta aparece granulada y plana.
El papel del anilox
Al considerar lo que un gran anilox debe aportar, deben venir a la mente tres cosas:
- Liberación de tinta predecible y consistente. Esto es esencial para la impresión con simulación de color.
- Reducir o eliminar por completo la aireación de la tinta. Como se mencionó anteriormente, esto permite la eliminación de cualquier aditivo antiespumante en la formulación, lo que ayuda a eliminar los problemas de atrapamiento.
- Previsibilidad de la simulación de color con rollos de repuesto. Esto garantiza que el diseño siga siendo válido para el color mes tras mes, año tras año.
Preguntas frecuentes:
1. ¿Cuál es el proceso de fabricación del cartón corrugado?
- Durante la producción, las bobinas de papel se humedecen con cola de almidón para luego ser corrugadas y secadas para obtener un producto final seco.
2. ¿Qué problemas pueden surgir durante el proceso de fabricación?
- Los problemas incluyen líneas en el rodillo doctor o corrosión en el rodillo de pegamento, lo que puede resultar en un consumo excesivo de almidón y una calidad desigual del tablero.
3. ¿Cómo se pueden mejorar estos problemas?
- Utilizando rodillos de alta calidad, como los rascadores de cerámica y los de acero inoxidable, se puede mejorar la aplicación del pegamento, reducir el consumo de almidón y prolongar la vida útil de los equipos.
4. ¿Qué tendencias afectan la industria del cartón corrugado?
- Tendencias como el aumento de las flautas electrónicas, la demanda de reducción de costos y el crecimiento de los pedidos a corto plazo destacan la importancia de un proceso eficiente de aplicación de pegamento.
5. ¿Cuál es la diferencia entre la flexografía digital y la de 4 colores?
- La flexografía digital permite tiradas cortas con poco desperdicio, mientras que la flexografía de 4 colores, basada en tintas tradicionales, ofrece mayor versatilidad en la aplicación de recubrimientos especiales.
6. ¿Por qué elegir la flexografía de 4 colores?
- La flexografía de 4 colores es una opción establecida que no requiere grandes inversiones iniciales y permite la aplicación de una variedad de recubrimientos y efectos especiales en línea.
7. ¿Qué papel juega el anilox en la impresión de cartón corrugado?
- El anilox asegura una liberación de tinta consistente y predecible, reduce la aireación de la tinta y garantiza la simulación de color constante a lo largo del tiempo.