La inspección en planta es uno de los pilares más importantes para garantizar la continuidad operativa, evitar fallas mayores y asegurar una producción estable y competitiva. En entornos industriales donde se emplean rodillos, mangas, poleas, sistemas de transporte y equipos automatizados, implementar checklists técnicos por turnos es una estrategia eficaz para detectar desviaciones a tiempo y corregirlas antes de que afecten la calidad del producto o generen paro de máquina.
En Roller Grafics, hemos observado que las plantas que mantienen controles sistemáticos por turno reducen entre un 20% y 40% los tiempos muertos no planificados, además de mejorar la trazabilidad de incidentes. Este artículo explica cómo estructurar un sistema de inspección práctico, qué puntos incluir y por qué es clave para mejorar el desempeño industrial.
¿Por qué los checklists técnicos son esenciales en plantas industriales?
Un checklist es mucho más que una lista: es un sistema de control estandarizado que permite asegurar que cada equipo crítico sea revisado bajo los mismos criterios, sin importar el turno o el operador. Entre sus principales beneficios:
- Estandariza procedimientos y reduce variabilidad entre turnos.
- Aumenta la vida útil de rodillos, mangas, rodamientos y sistemas mecánicos.
- Detecta fallas tempranas como vibraciones, desgaste, desalineación o contaminación.
- Reduce scrap y defectos en el producto final.
- Facilita auditorías internas y certificaciones ISO.
- Mejora la seguridad operacional.
Cómo diseñar un checklist técnico por turnos
La clave es dividir la inspección en categorías claras y medibles. Un checklist eficiente debe cumplir con estas características:
1. Simple, directo y accionable
Debe permitir revisiones rápidas pero útiles. Idealmente, menos de 3 minutos por estación o máquina.
2. Basado en fallas críticas del proceso
Cada industria tiene puntos débiles:
- En impresión: temperatura, viscosidad, presión, rodillos anilox, poleas y tensión de banda.
- En conversión: alineación, presión de gofrado, cuchillas, rodillos guía.
- En automatización: sensores, actuadores, PLC, neumática, hidráulica.
3. Con campos para evidencias
Fotografías, mediciones o valores registrados (temperatura, vibración, presión, amperaje).
4. Con clasificación de riesgo
Estatus sugerido:
- OK
- Observación
- Crítico — intervención inmediata
Puntos esenciales en un checklist industrial por turnos
A continuación, una estructura universal adaptable a cualquier planta:
A. Inspección mecánica
- Estado de rodillos, mangas o poleas (desgaste, rayas, desalineación).
- Ruido anormal en rodamientos.
- Lubricación visible o fugas.
- Tornillería y soporte firmes.
- Limpieza general.
B. Inspección eléctrica
- Indicadores de motores y variadores (temperatura, corriente).
- Sensores funcionando correctamente.
- Cableado sin daños ni conexiones flojas.
- Cuadros sin sobrecalentamiento.
C. Inspección neumática e hidráulica
- Reguladores, válvulas y actuadores sin fugas.
- Presiones dentro del rango.
- Mangueras en buen estado.
- Filtros limpios.
D. Inspección operacional
- Calidad del producto en línea (defectos visibles, variación, vibración).
- Tensiones de banda.
- Presiones de contacto en unidades de impresión o gofrado.
- Estabilidad de la temperatura (secadores, hornos, sistemas térmicos).
E. Seguridad
- Botones de paro de emergencia funcionales.
- Guardas y protecciones completas.
- Pasillos libres de obstáculos.
Cómo integrar los checklists en un flujo de trabajo eficiente
Para obtener verdadero valor, no basta con llenar la lista. Es necesario:
1. Digitalizar las inspecciones
Con sistemas como:
- Formularios en tablets
- Apps de mantenimiento (CMMS)
- Integración a CRM/ERP
- Checklists con código QR en cada estación
Esto permite tener registros históricos, seguimiento de fallas y alertas automáticas.
2. Capacitar por turno
La estandarización solo funciona si los operadores saben qué están revisando y por qué es importante.
3. Revisiones semanales y mensuales
- Los jefes de turno verifican tendencias.
- Mantenimiento analiza recurrencias.
- Calidad evalúa impacto en producto final.
4. Indicadores clave (KPIs)
- % de checklists completados
- Incidentes detectados por turno
- MTTR / MTBF
- Scrap por causa raíz
Ejemplo de checklist técnico por turno (lista base universal)
Turno: ___ | Máquina: ___ | Operador: ___
Hora de inspección: ___
1. Mecánica
- ☐ Rodillos / mangas sin desgaste visible
- ☐ Rodamientos sin ruido anormal
- ☐ Lubricación en rango
- ☐ Alineación correcta
- ☐ Limpieza general
2. Eléctrica
- ☐ Motores sin sobrecalentamiento
- ☐ Sensores activos
- ☐ Panel sin alarmas
- ☐ Sin cables dañados
3. Neumática / Hidráulica
- ☐ Presiones dentro del rango
- ☐ Sin fugas
- ☐ Conexiones firmes
- ☐ Cilindros responden correctamente
4. Producto en línea
- ☐ Sin defectos visibles
- ☐ Tensiones correctas
- ☐ Sin vibraciones anormales
- ☐ Presión dentro de especificación
5. Seguridad
- ☐ Guardas completas
- ☐ Botones E-Stop funcionales
- ☐ Área limpia
Comentarios: __________________________
Estatus: OK / Observación / Crítico
Preguntas Frecuentes (FAQ)
1. ¿Cada cuánto debe llenarse un checklist técnico en planta?
Lo ideal es realizarlo al inicio de cada turno, o cada 8 horas, dependiendo del ritmo de producción y criticidad del equipo.
2. ¿Quién debe encargarse de llenar el checklist?
El operador de turno es responsable de la revisión inicial, mientras que mantenimiento valida las observaciones críticas y calidad evalúa el impacto en producto.
3. ¿Qué sucede si un punto del checklist aparece como “crítico”?
Debe generarse de inmediato una orden de trabajo y, si el riesgo es alto, detener el proceso hasta asegurar condiciones seguras.
4. ¿Puede un checklist digital sustituir al papel?
Sí. De hecho, la digitalización mejora trazabilidad, auditorías, tiempos de respuesta y análisis de tendencias.
5. ¿Cómo saber qué puntos incluir en un checklist técnico?
Deben basarse en:
- Equipos críticos
- Fallas históricas
- Recomendaciones de fabricante
- Parámetros de calidad del producto
- Normativas internas de seguridad
Qué es una solución integral industrial y cuándo conviene implementarla
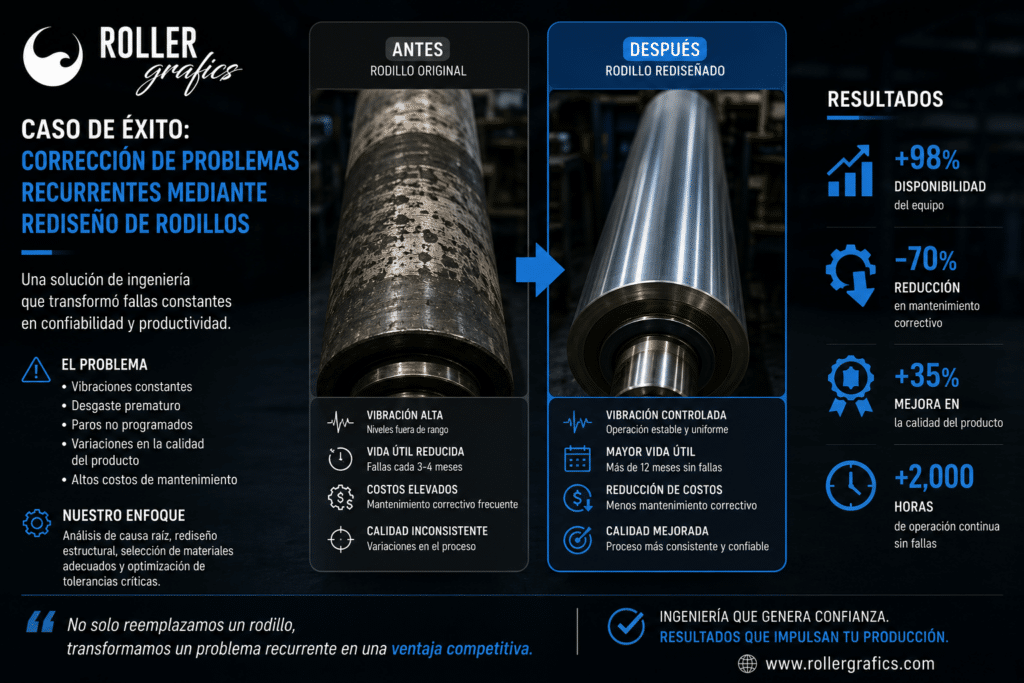
Caso de éxito: corrección de problemas recurrentes mediante rediseño de rodillos industriales

Ingeniería inversa aplicada a rodillos especiales: cómo recuperar, mejorar y fabricar componentes industriales críticos
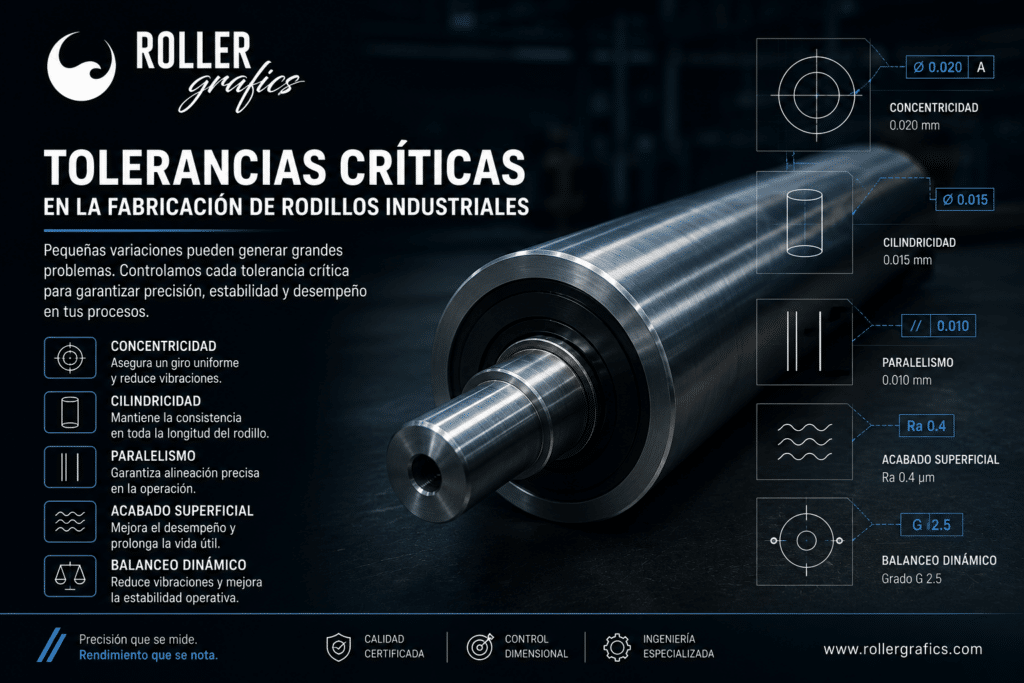
Tolerancias críticas en la fabricación de rodillos industriales

Caso de éxito: incremento de capacidad productiva mediante integración de sistemas
