El mantenimiento preventivo de rodillos grabados es un componente crítico en cualquier línea de producción que utilice sistemas de gofrado, impresión, recubrimiento o texturizado. Estos rodillos, ya sean grabados por láser, mecanizado CNC o grabado químico, requieren cuidados específicos para asegurar una transferencia uniforme, evitar defectos en el producto final y prolongar su vida útil.
En Roller Grafics, entendemos que la eficiencia operativa y la calidad del producto dependen de la condición de estos rodillos. Por ello, presentamos esta guía completa sobre limpieza, inspección y regrabado, tres pilares esenciales del mantenimiento preventivo.
✅ 1. Importancia del mantenimiento preventivo en rodillos grabados
El desgaste natural, la acumulación de residuos, la abrasión del material trabajado y el contacto constante con químicos pueden alterar el patrón grabado del rodillo. Un rodillo en mal estado afecta:
- La uniformidad del gofrado o textura.
- La transferencia de tinta, adhesivo o recubrimiento.
- La presión de trabajo en líneas de laminado o impresión.
- El rendimiento general del proceso y el consumo energético.
Un mantenimiento preventivo bien ejecutado puede aumentar la vida útil del rodillo entre un 20% y 40%, además de reducir paros no programados y costos por reprocesos.
✅ 2. Limpieza técnica de rodillos grabados
La limpieza es el primer paso del mantenimiento preventivo y debe ejecutarse de forma periódica según el tipo de material procesado.
2.1 Tipos de contaminación más comunes
- Residuos de pigmentos o tintas.
- Adhesivos o polímeros parcialmente curados.
- Polvo, fibras o micropartículas.
- Restos de papel, film o textil.
2.2 Métodos de limpieza recomendados
a) Limpieza manual técnica
Adecuada para residuos ligeros. Se utilizan cepillos de cerdas suaves, paños especiales y solventes aprobados que no dañan el grabado ni el recubrimiento.
b) Limpieza química controlada
Aplicación de soluciones solventes especializadas para eliminar adhesivos, tintas base agua, UV o solvente. Es fundamental verificar compatibilidad con el recubrimiento del rodillo (cromo duro, cerámico, poliuretano técnico, etc.).
c) Limpieza ultrasónica (para cerámicos y metálicos)
Recomendada cuando los residuos penetran en microceldas o cavidades profundas. El ultrasonido libera energía que desprende partículas adheridas sin dañar el patrón.
d) Limpieza criogénica
Utiliza micro-partículas de CO₂ para eliminar residuos sin abrasión. Ideal para industrias de alto estándar como conversión, empaques y farmacéutica.
2.3 Frecuencia recomendada
- Baja exigencia: cada 2–4 semanas
- Producción continua: semanal
- Alta demanda o tintas UV/adhesivos reactivos: diaria o por turno
✅ 3. Inspección periódica de rodillos grabados
Una inspección técnica permite detectar desgaste, deformaciones o daños antes de que afecten la producción.
3.1 Aspectos clave a inspeccionar
- Profundidad y uniformidad del grabado (medición con microscopio o perfilómetro).
- Desgaste del recubrimiento (cromo, cerámico o polímero).
- Ovalamiento y concentricidad.
- Golpes, picaduras, corrosión o microfracturas.
- Calibración del rodillo para evitar vibraciones o ruido mecánico.
3.2 Herramientas y métodos de inspección
- Microscopía digital.
- Perfilometría láser.
- Medición de rugosidad (Ra, Rz).
- Pruebas de balanceo dinámico.
- Medición de dureza en recubrimientos.
3.3 Señales de que un rodillo necesita intervención
- Pérdida de profundidad o definición en el grabado.
- Transferencia inconsistente de tinta, presión o adhesivo.
- Marcas o patrones irregulares en el producto final.
- Ruido anormal o vibraciones en la línea de producción.
- Aumento del consumo de energía o de scrap.
✅ 4. Regrabado: cuándo es necesario y cómo se realiza
El regrabado permite restaurar el patrón original del rodillo cuando la limpieza e inspección ya no son suficientes.
4.1 ¿Cuándo regrabar un rodillo?
- Cuando el patrón pierde definición por desgaste.
- Cuando hay daños profundos o corrosión en el grabado.
- Cuando se requiere un nuevo diseño o cambio de textura.
- Cuando el rodillo ya no cumple especificaciones técnicas.
4.2 Proceso típico de regrabado
- Desbaste del rodillo para eliminar el grabado previo.
- Grabado por láser, químico o mecanizado CNC.
- Aplicación de nuevo recubrimiento (cromo duro,etc).
- Rectificado y pulido para garantizar paralelismo, concentricidad y acabado superficial.
- Inspección dimensional y control de calidad.
4.3 Beneficios de un regrabado profesional
- Recuperación total del patrón funcional o decorativo.
- Prolongación significativa de la vida útil.
- Reducción de costos comparado con rodillos nuevos.
- Mejor rendimiento en línea y menor scrap.
✅ Conclusiones
El mantenimiento preventivo de rodillos grabados es una inversión estratégica para cualquier industria de conversión, impresión, plásticos, papel o textil. Una combinación adecuada de limpieza, inspección técnica y regrabado profesional asegura:
- Máxima calidad del producto final
- Reducción de fallas y paros no programados
- Mayor vida útil del rodillo
- Optimización del consumo energético
- Menos desperdicio de material
Roller Grafics ofrece soluciones especializadas para mantenimiento, recubrimientos y regrabado de rodillos industriales con estándares internacionales de precisión.
✅ Preguntas Frecuentes (FAQ)
1. ¿Cada cuánto debo limpiar un rodillo grabado?
Depende del tipo de material y la carga de trabajo, pero normalmente entre una vez por semana y una vez por turno en producciones de alta demanda.
2. ¿Cómo saber si un rodillo necesita regrabado?
Si presenta pérdida de definición en el patrón, transferencia inconsistente o desgaste visible bajo microscopio, es momento de regrabar.
3. ¿La limpieza ultrasónica es segura para todos los rodillos?
Es ideal para rodillos cerámicos o metálicos, pero no se recomienda en recubrimientos poliméricos o blandos.
4. ¿Qué impacto tiene un rodillo desgastado en la producción?
Puede generar defectos visibles, variaciones de presión, consumos más altos de tinta o adhesivo y aumento del scrap.
5. ¿El regrabado afecta las dimensiones originales del rodillo?
No, siempre que el proceso sea realizado por un proveedor especializado que garantice rectificado, recuperación de diámetro, recubrimiento y calibración adecuados.
Qué es una solución integral industrial y cuándo conviene implementarla
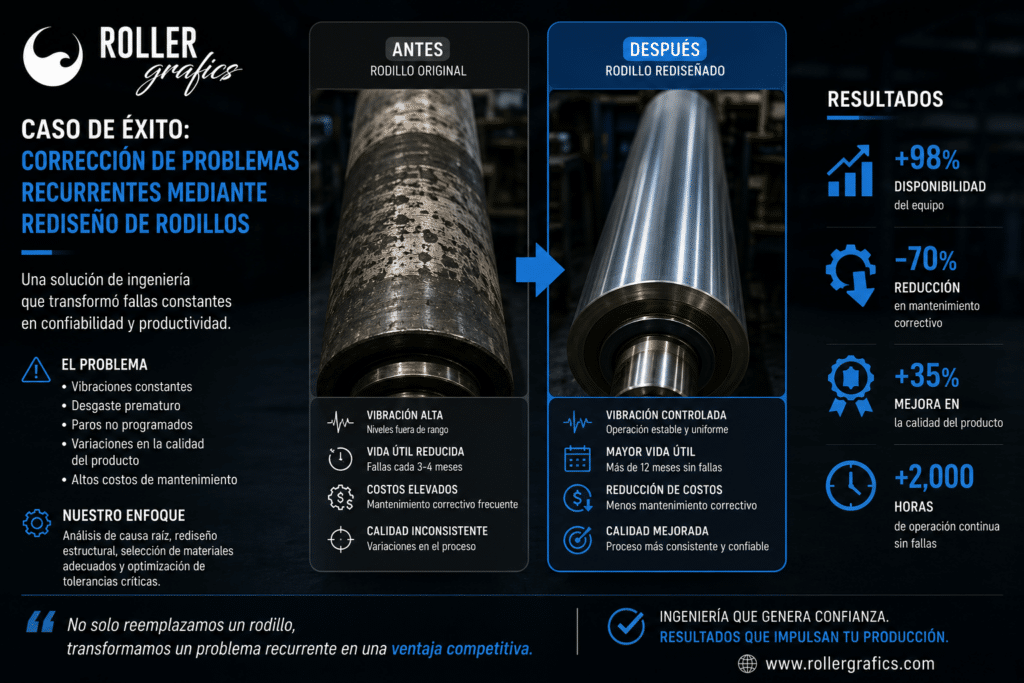
Caso de éxito: corrección de problemas recurrentes mediante rediseño de rodillos industriales

Ingeniería inversa aplicada a rodillos especiales: cómo recuperar, mejorar y fabricar componentes industriales críticos
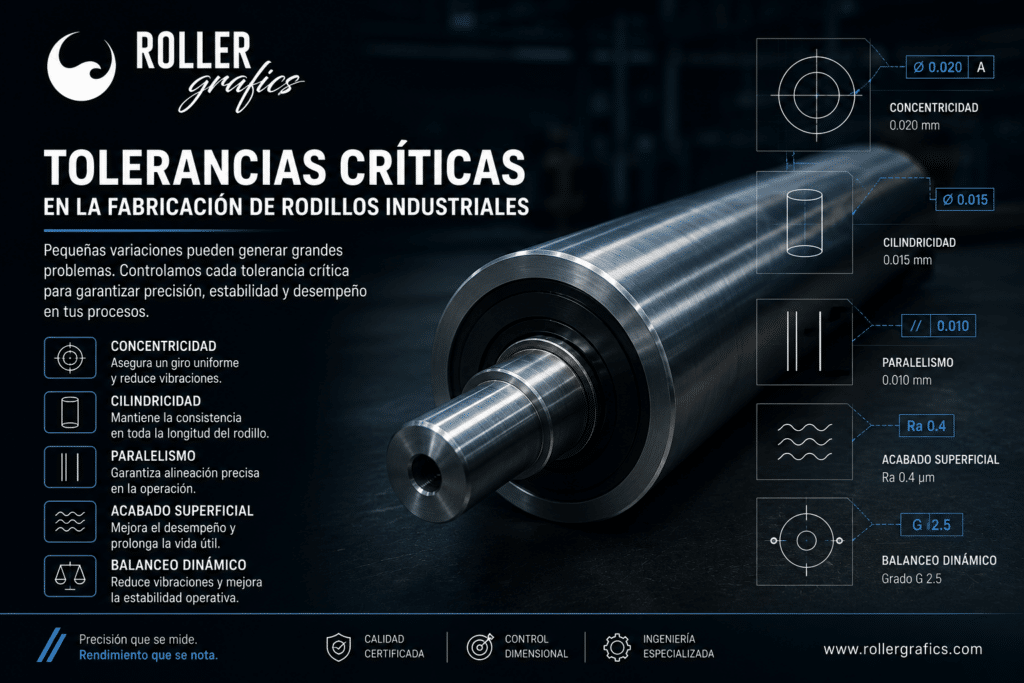
Tolerancias críticas en la fabricación de rodillos industriales

Caso de éxito: incremento de capacidad productiva mediante integración de sistemas
