El hinchamiento por solventes es uno de los problemas más comunes y costosos en la operación industrial donde intervienen rodillos recubiertos, elastómeros, poleas impresoras y sistemas de manejo de tintas o químicos. Este fenómeno ocurre cuando un elastómero o polímero absorbe solventes presentes en tintas, adhesivos o agentes químicos, provocando cambios dimensionales, pérdida de dureza, deformaciones y fallas prematuras del rodillo o componente.
En industrias como flexografía, huecograbado, impresión industrial, conversión de plásticos y laminación, comprender y prevenir el hinchamiento por solventes es esencial para asegurar estabilidad operativa, reducir tiempos muertos y aumentar la vida útil de los rodillos.
En este artículo analizamos qué es el hinchamiento, por qué ocurre, qué materiales son más vulnerables, y cómo evitarlo mediante una selección adecuada de compuestos, recubrimientos y protocolos de uso.
¿Qué es el hinchamiento por solventes?
El hinchamiento por solventes es la expansión volumétrica de un material elastomérico al entrar en contacto prolongado o repetitivo con un solvente. Este proceso sucede cuando las moléculas del solvente penetran en la estructura del polímero, causando:
- Aumento de volumen.
- Disminución de dureza (Shore).
- Pérdida de forma o deformación del perfil.
- Reducción de resistencia mecánica.
- Mayor coeficiente de fricción.
- Deterioro prematuro del componente.
En rodillos industriales y poleas impresoras, este fenómeno afecta directamente la precisión, el registro, el transporte del sustrato y la calidad de impresión.
Causas principales del hinchamiento
- Incompatibilidad química entre elastómero y solvente.
No todos los compuestos soportan solventes como MEK, acetatos, alcoholes, cetonas, tolueno o xileno. - Exposición prolongada o continua.
Bajos tiempos de secado, exceso de tinta o mala purga aceleran la absorción. - Altas temperaturas de operación.
La temperatura aumenta la permeabilidad y reactividad del material. - Velocidades elevadas de impresión.
El rodillo o polea se calienta, facilitando la penetración del solvente. - Materiales reciclados o formulaciones genéricas.
Elastómeros de baja calidad o sin especificación industrial se degradan más rápido.
Materiales recomendados según tipo de solvente
1. Para solventes fuertes (MEK, acetatos, cetonas):
- Viton® (FKM):
Excelente resistencia química, mínima absorción y gran estabilidad térmica.
Ideal para poleas y rodillos impresoras de alta velocidad. - EPDM formulación química avanzada:
Resiste ciertos químicos, aunque no todos los solventes fuertes. Requiere formulación específica. - PTFE o recubrimientos fluorados:
No absorben solventes y ofrecen fricción extremadamente baja.
2. Para solventes medios (alcoholes, ésteres):
- Nitrilo (NBR) alto nitrilo:
Buena resistencia a combustibles, grasas y algunos solventes. - Poliuretano especial:
Adecuado cuando se requiere dureza y resistencia al desgaste, aunque requiere compatibilidad revisada.
3. Para solventes suaves o base agua:
- EPDM estándar
Funciona bien con tintas base agua y soluciones alcalinas. - Silicón en altas temperaturas
Resiste químicos suaves y permanece estable dimensionalmente.
Cómo evitar el hinchamiento por solventes
1. Selección adecuada del elastómero
El primer paso es utilizar materiales con resistencia química comprobada. Para ello, es indispensable conocer:
- Tipo exacto de solventes en la operación.
- Temperaturas promedio y picos térmicos.
- Velocidades y cargas mecánicas.
- Tiempo de contacto directo con la tinta o químico.
En Roller Grafics realizamos análisis de compatibilidad química para elegir la mejor formulación.
2. Definir dureza y densidad correctas
Una dureza inadecuada puede acelerar la absorción.
Rodillos muy suaves tienden a absorber más solvente, lo que genera deformaciones.
3. Implementar protocolos de limpieza adecuados
Evitar el uso de solventes más agresivos que los necesarios.
Se recomienda:
- Reducir el tiempo de inmersión.
- Evitar solventes mezclados sin control.
- Usar paños o rociadores en lugar de sumergir rodillos.
4. Control térmico en el proceso de impresión
Temperaturas elevadas incrementan la permeabilidad molecular.
Instalar barreras térmicas o mejorar la ventilación puede ayudar.
5. Realizar pruebas de laboratorio o de campo
Un protocolo de validación debe incluir:
- Medición de peso antes y después del contacto.
- Medición de dureza Shore.
- Medición de diámetro inicial vs. final.
- Evaluación de deformación sucedida durante operación real.
Esto permite predecir hinchamiento real en planta antes de aprobar un material.
Beneficios de elegir el material correcto
- Aumento de la vida útil del rodillo o polea.
- Reducción de paros por mantenimiento.
- Menor variación dimensional durante operación.
- Mejor transferencia de tinta o recubrimiento.
- Menor desgaste en los sistemas mecánicos.
- Calidad de impresión más estable.
Preguntas frecuentes (FAQ)
1. ¿Qué tan rápido puede ocurrir el hinchamiento por solventes?
Puede ocurrir en horas o incluso minutos dependiendo del material y la agresividad del solvente. Algunos elastómeros se degradan en días sin mostrar síntomas visibles al inicio.
2. ¿El hinchamiento es reversible?
En la mayoría de los casos no es completamente reversible. Aunque el rodillo puede deshincharse parcialmente, la estructura molecular ya se ha dañado.
3. ¿Viton es la mejor opción para cualquier solvente?
Viton® es excelente para MEK, tolueno, xileno y solventes fuertes, pero no siempre es la mejor opción económica. Cada caso debe evaluarse.
4. ¿Qué prueba simple puedo hacer para evaluar un material?
Una prueba común es colocar una pequeña muestra del material en el solvente real de operación por 24–72 horas y medir peso, volumen y dureza.
5. ¿Qué pasa si ya tengo hinchamiento en un rodillo?
Lo recomendable es sustituir el recubrimiento y revisar el tipo de solventes usados. Cambiar la formulación del elastómero suele resolver el problema definitivamente.
Qué es una solución integral industrial y cuándo conviene implementarla
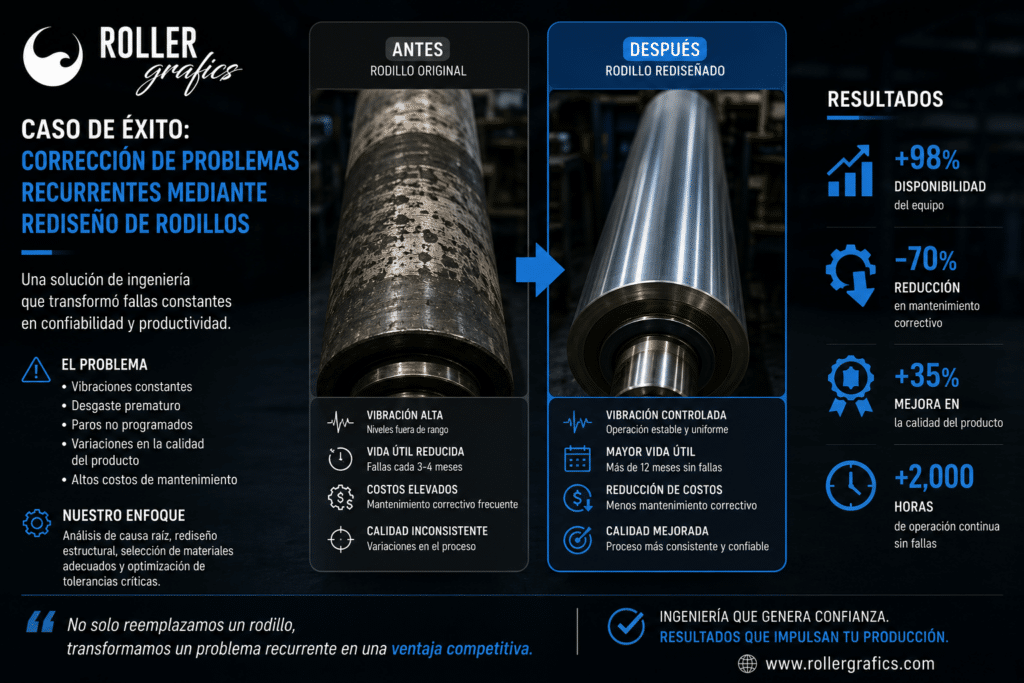
Caso de éxito: corrección de problemas recurrentes mediante rediseño de rodillos industriales

Ingeniería inversa aplicada a rodillos especiales: cómo recuperar, mejorar y fabricar componentes industriales críticos
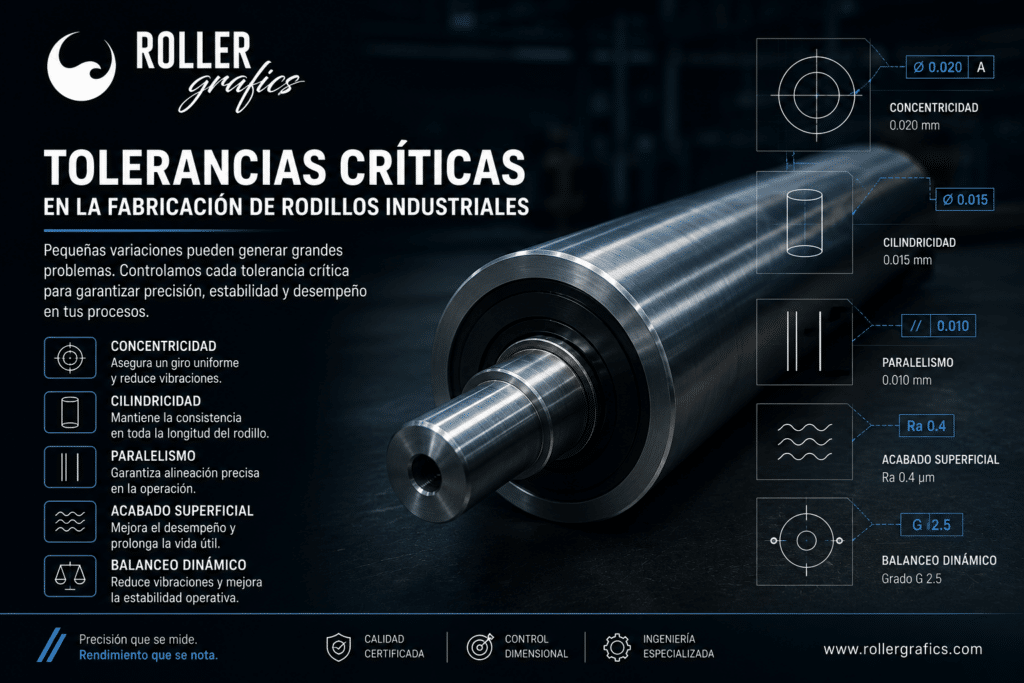
Tolerancias críticas en la fabricación de rodillos industriales

Caso de éxito: incremento de capacidad productiva mediante integración de sistemas
